Quality and safety is of paramount importance in the medical and pharmaceutical industry. Visual inspection and colour consistency and plays a key role in the quality assurance and customer recognition of related products. VeriVide have solutions to ensure visual product quality and colour accuracy, to allow for reliable inspection decisions to be made.

The mass production of pharmaceutical and medical products has made quality and safety a paramount part of the business. Colour plays an important role in product quality and product recognition by consumers. Manufacturers and scientists need to ensure consistency from batch to batch, keeping to the highest quality standards and adhering to strict inspection regulations.
From capsules, pills and liquids to prosthetics and other medical devices, VeriVide’s DigiEye colour measurement and assessment system enables manufacturers to analyse colour results digitally. Comparison with previous product lots is possible, to be able to make instant reliable colour decisions. Meeting national and international Pharmacopoeia standards, VeriVide’s Light Booths allow users to evaluate products accurately and effectively, saving time and money in the quality control process.




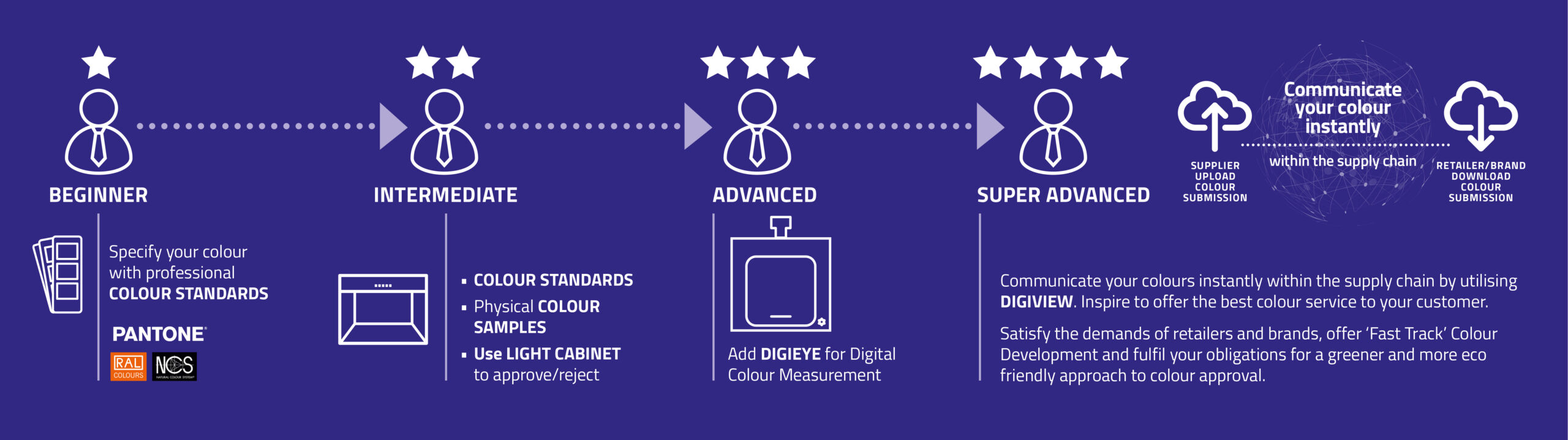
If you are at the start of your colour matching journey, we advise firstly to select the correct colour standards. As master distributors of Pantone, RAL and NCS, we have the expertise and knowledge to guide your decision making. Contact us via email on colourstandards@verivide.com or call us on +44 (0)116 284 7790
If you have the correct colour standards but wish to know more about how our lighting cabinets and DigiEye software can benefit your colour matching process and how these elements can fit into your industry and product designs, please email us at enquiries@verivide.com or call +44 (0)116 284 7790.